
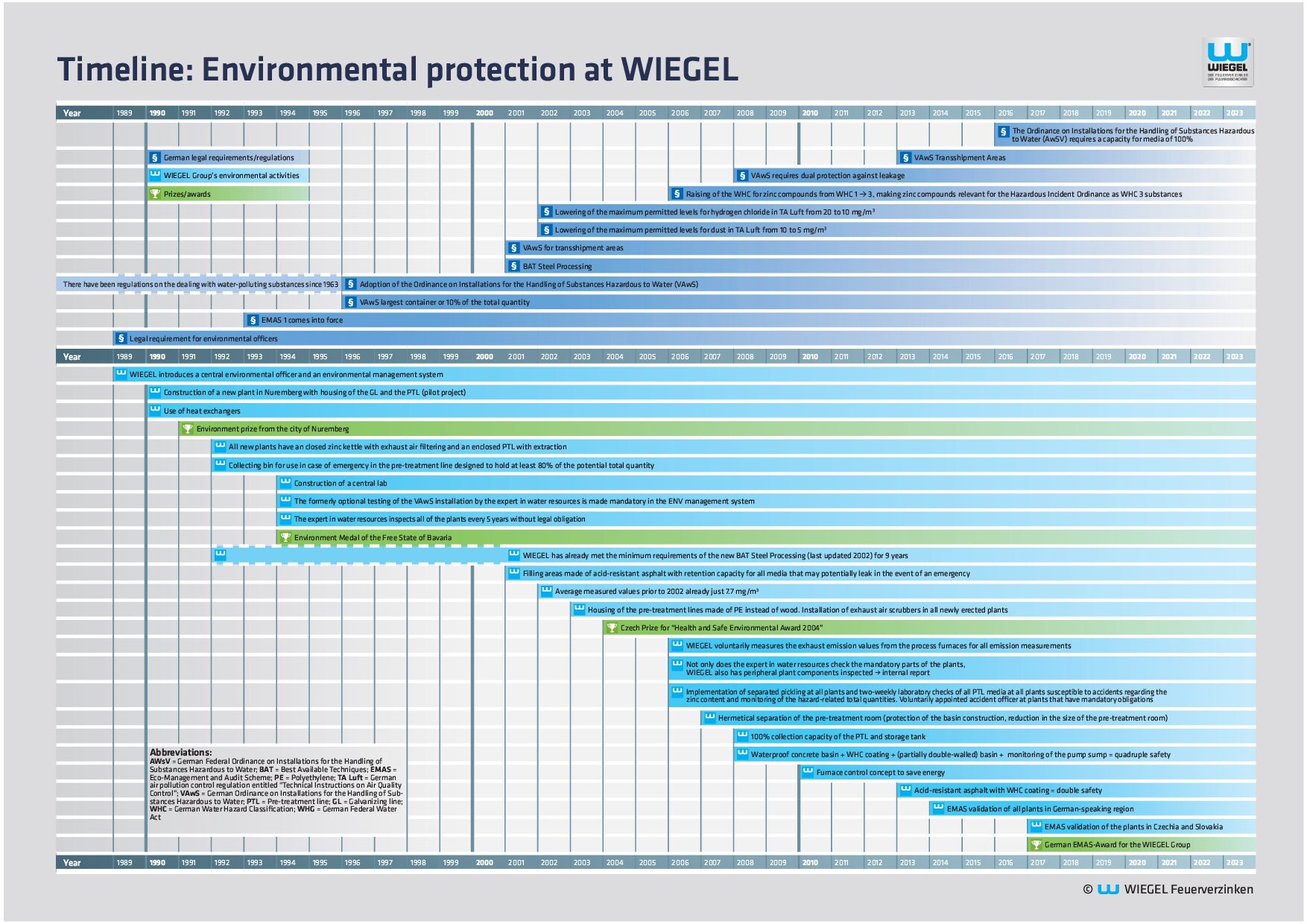
Did you know that WIEGEL was the first hot-dip galvanising company ever to be awarded environmental prizes? As early as 1991, WIEGEL received the environmental protection award of the city of Nuremberg and in 1994 the environmental medal of the State of Bavaria. WIEGEL also received the EMAS Award in 2017.

The following pages contain detailed information about our environmental protection measures.
We at WIEGEL took the first fundamental and innovative steps in this direction over 30 years ago. Since then, we have constantly and consistently stepped up our efforts and turned them into lasting entrepreneurial success. Our commitment to sustainability is unwavering and is reflected in our services.
And we will remain conscious of our responsibility for our natural resources in the future, too. Our reputation as a pioneer and flagship company in our industry means that we are committed to continuous development. This is also one of the cornerstones of our success.
Environmental protection and sustainability
WIEGEL, the environmental pioneer
Minimising environmental impact and energy consumption with state-of-the-art systems.
Hot-dip galvanising is the most sustainable and environmentally friendly form of corrosion protection. Closed material cycles and state-of-the-art filter technology ensure that there is minimal environmental impact during production and that we can make optimal use of the energy, raw materials and water we consume.
At WIEGEL we always strive to minimise the environmental impact of our work and to use the available resources sparingly. In doing so, we have repeatedly developed new techniques and processes that are regarded as ground-breaking and state-of-the-art in the industry. This is why we are often described as a pioneer in environmental protection.
Our forward-looking approach is what drives the entire company. Our preventive environmental protection measures help to create jobs that offer our employees prospects for the future. WIEGEL is the only industrial group in Europe to be certified with an integrated management system for environmental protection, occupational safety and quality management.
WIEGEL is proud not only to use the most sustainable and environmentally friendly processing systems and processes, but also to specialise in the most sustainable and environmentally friendly form of corrosion protection with hot-dip galvanising. And WIEGEL lives up to this claim not only in a few flagship factories. WIEGEL’s standards for sustainability and environmental protection apply without exception at all locations and in all countries.
Always at the forefront: WIEGEL sets the standards
WIEGEL has always been a driver of innovation within the industry, and environmental protection has been on our agenda for over 25 years. Many of the improvements in our plant technology and work processes were introduced years before they were made mandatory by law. The timeline below shows a comparative overview of important legal regulations and the standards introduced by WIEGEL.
Environmental protection and sustainability
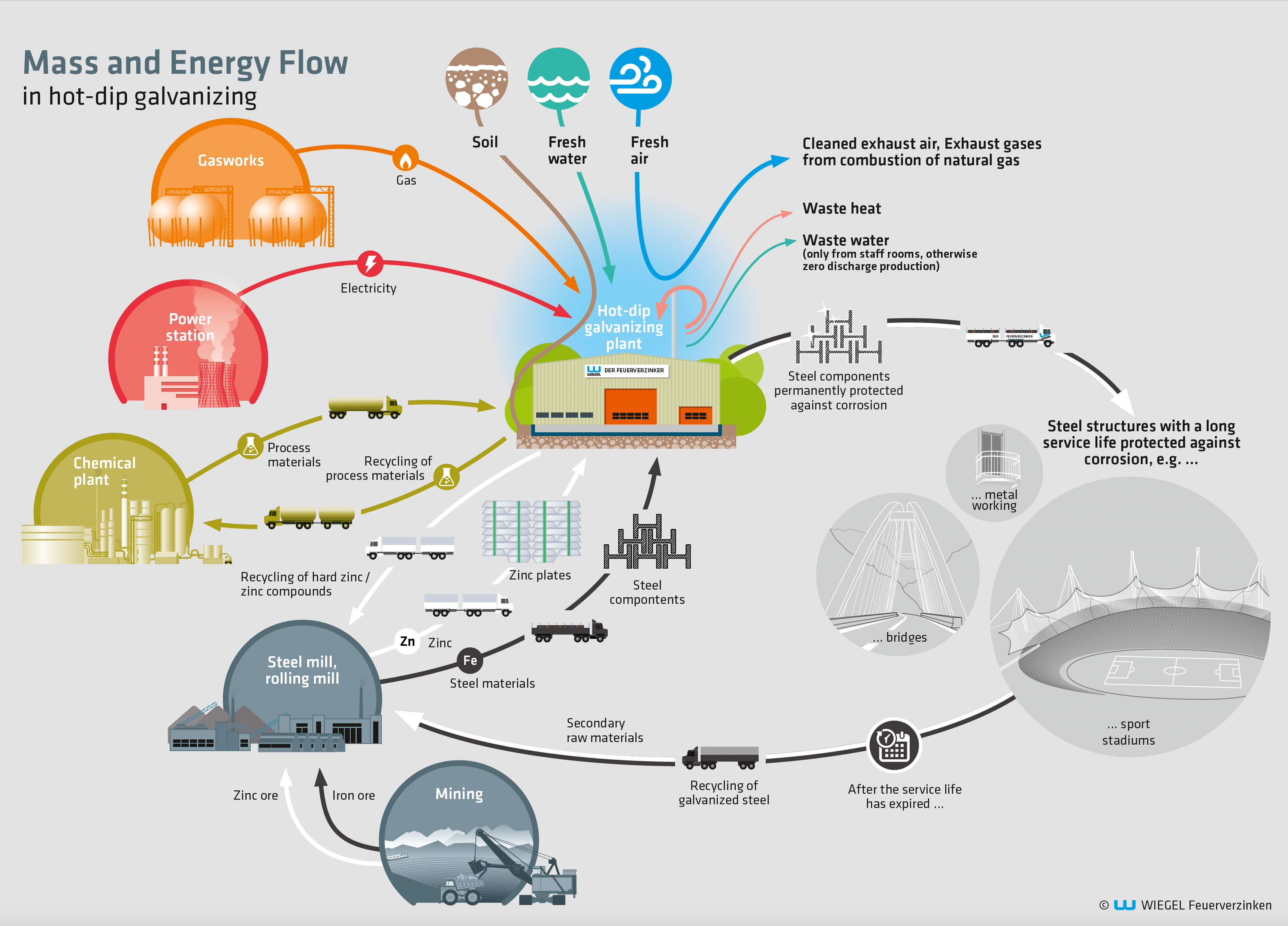
Material and energy flows in hot-dip galvanization
Hot-dip galvanization is a “hot dipping process”, which involves metallic workpieces (almost always steel) are dipped into a vat of molten zinc at a temperature of 450 °C for several minutes. This causes iron-zinc alloys of varying composition to form on the wetted surfaces of the workpiece, which protect the workpiece against corrosion (rust) for decades. This process causes emissions of exhaust gases, smoke and dust.
To keep a volume – depending on the size of the plant – of approx. 40 to 100 m3 of zinc in a zinc kettle in a molten state permanently, a considerable amount of heat energy is required, some of which escapes into the atmosphere as waste heat.
Prior to the actual galvanization, a chemical pre-treatment of the workpiece is also required, which is also a dipping procedure performed in large baths and which we will go into further detail later. This also results in fumes (hydrochloric acid, ammonia).
Last but not least, the workpieces are also delivered and shipped, stored and transported within the plant, which results in noise and exhaust gases to a certain degree.
Environmental protection and sustainability
Try it yourself!
If you are interested in “environmental protection and hot-dip galvanizing plants” and want to get your own idea of the topic, then you may find our “Environmental checklist” helpful.
We used this list to define our guiding principles and regulations for building our hot-dip galvanzing plants. It is also used to document how we at least comply with the legal requirements and reflect the current state of the art, or even – in most cases as a precautionary measure – meet yet higher standards.
What others say about us
„As an EMAS company, you are already voluntarily assuming responsibility on the way to a low-carbon, circular and competitive economy.“
Federal Environment Minister Dr. Barbara Hendricks
on the occasion of the EMAS expert talks and presentation of the EMAS certificates of honor at the Federal Ministry for the Environment on November 3, 2017 in Berlin
Environmental protection and sustainability
Active environmental protection
Taking individual responsibility for the benefit of the environment
When we talk about “active environmental protection”, we mean taking individual responsibility for the benefit of the environment, before we are forced to do so by mandatory legal regulations. Concretely, our activities are based on three pillars:
- State-of-the-art plant technology:
New factories that we are planning to build are drafted by our in-house planning department. We develop some of the plant components ourselves or in collaboration with manufacturers, to ensure that we always use the best technology available. Older factories are consistently retrofitted and brought up to the present state-of-the-art. - Regular and in-depth inspections:
Only continuous monitoring makes it possible to comply with environmentally relevant standards. The inspection intervals of many of our plant components are shorter than stipulated by the regulations. The validated environmental management system EMAS confirms that all of the relevant legal regulations are adhered to. - Continuous training of our employees:
Well trained and motivated employees make an important contribution to environmentally friendly production as well as to occupational health and safety.
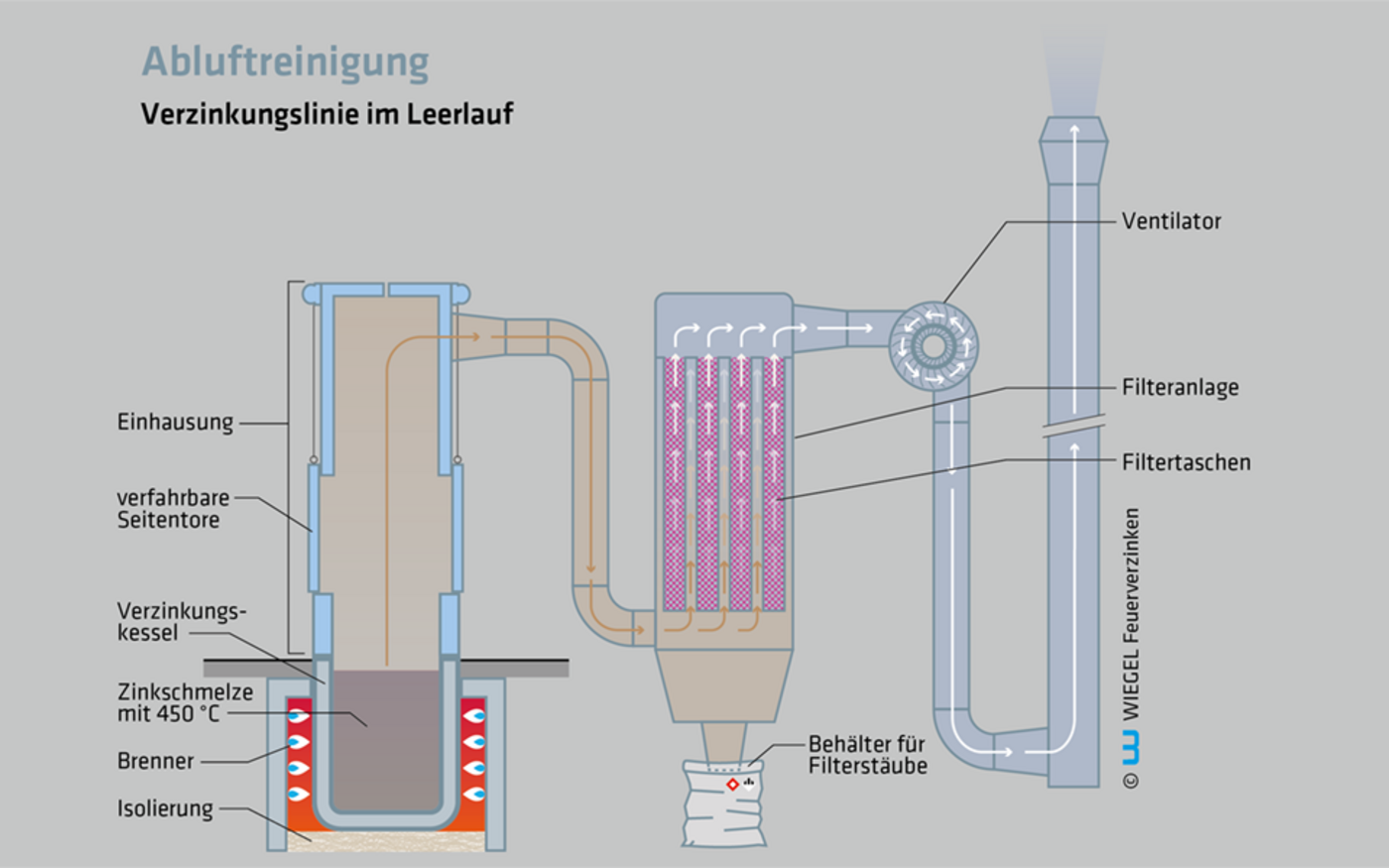
Galvanizing line exhaust air purification
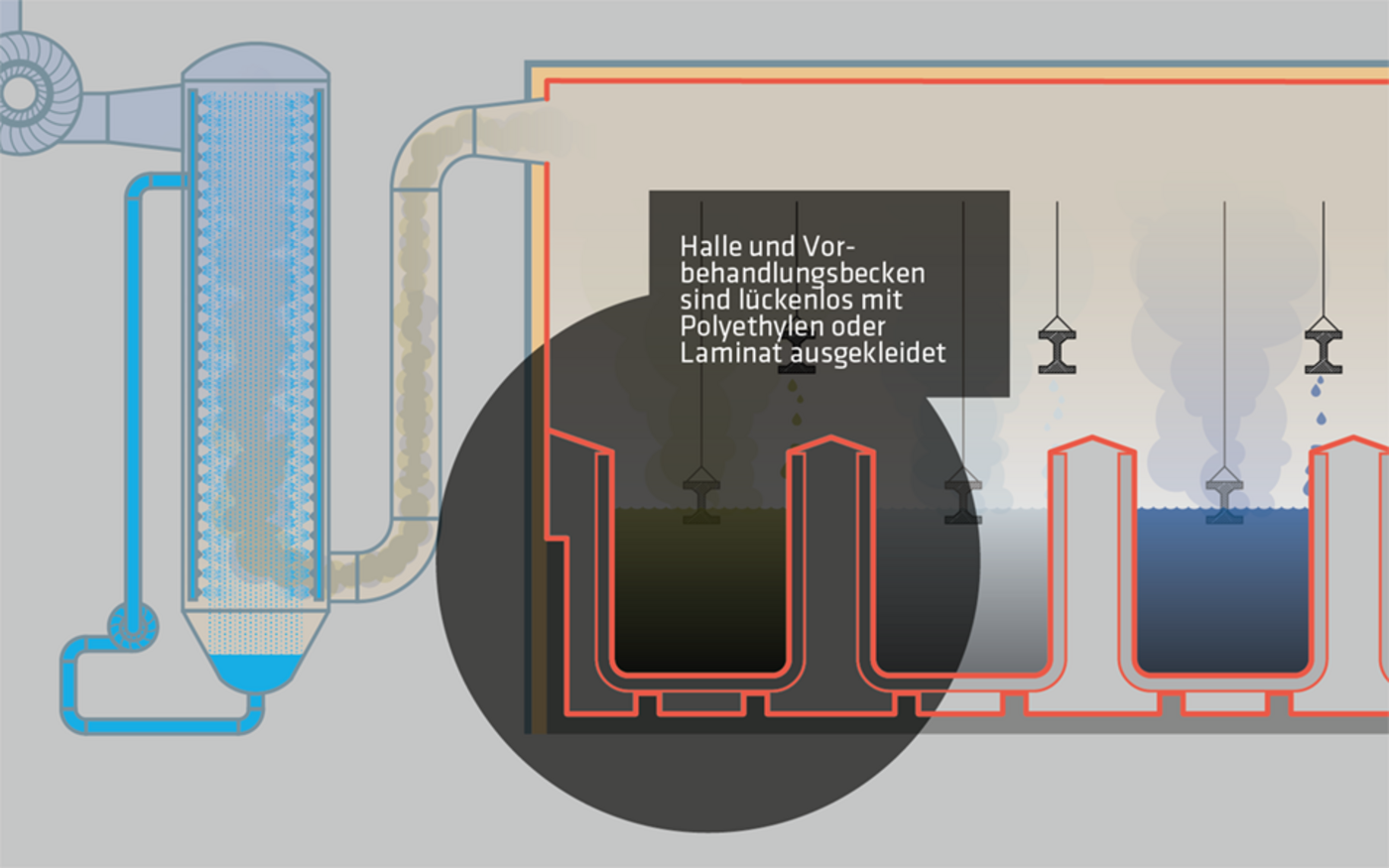
Exhaust air purification in the pre-treatment line
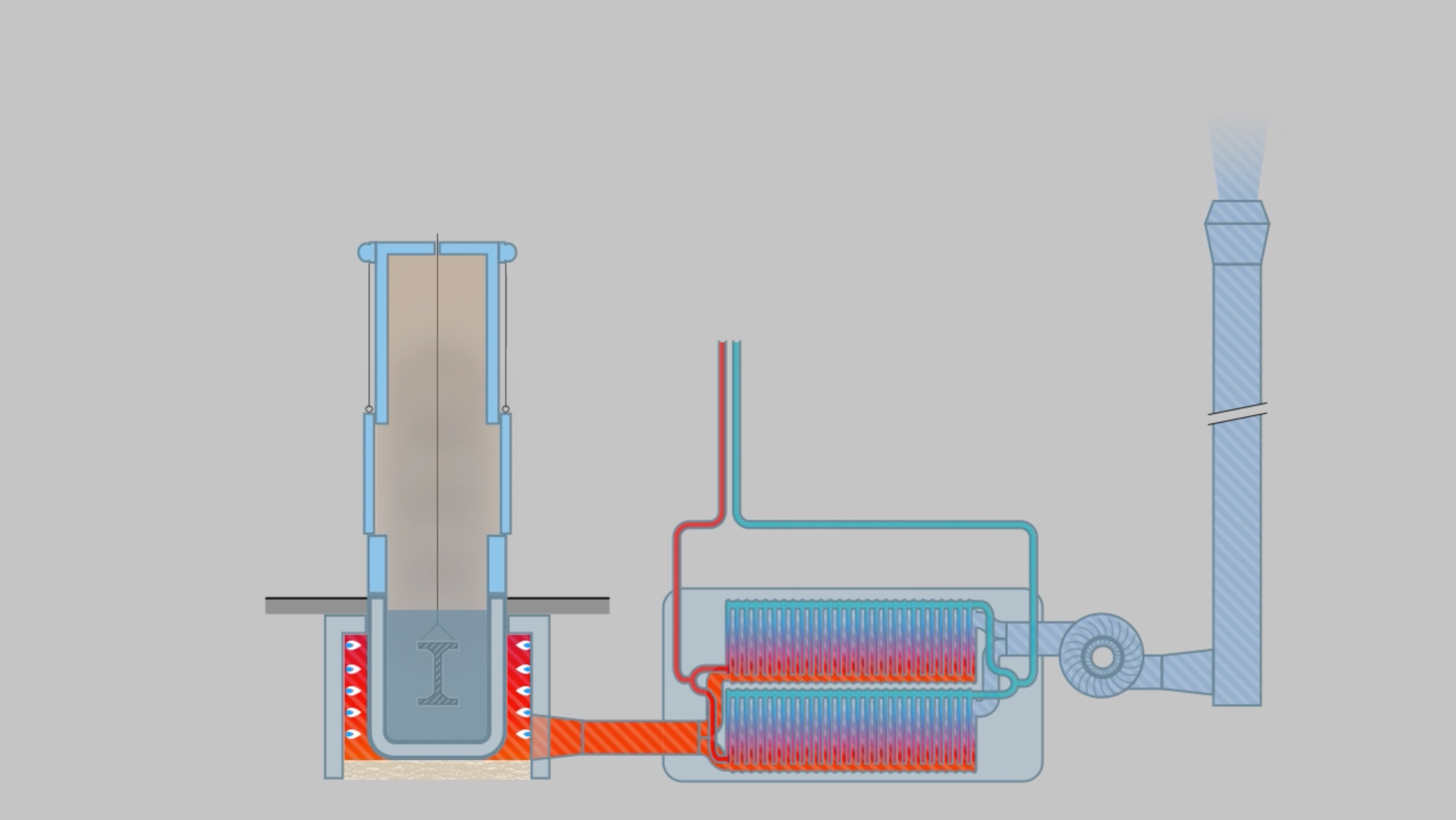
Waste heat recovery from the zinc kettle
GUARANTEED LEAD-FREE AND ENVIRONMENTALLY FRIENDLY:
Lead-free hot-dip galvanizing
- We use the latest technologies.
- There has been no lead in our molten zinc for many years.
Lead is restricted or banned for some products by a number of European regulations and directives:
- Regulation on the Registration, Evaluation, Authorization and Restriction of Chemicals [1]
- Directive on the restriction of the use of certain hazardous substances in electrical and electronic equipment [2]
- Directive on end-of-life vehicles [3]
- Lead is now classified as toxic to reproduction [4]
WIEGEL has seen itself as an environmental pioneer since its foundation
It is therefore only logical that we used a lead-free zinc melt at an early stage. As early as 1989, a central environmental officer and an environmental management system were introduced for all plants.
Since 2014, the WIEGEL Group has successfully undergone the world’s most demanding European environmental management system, EMAS. In 2017, we received awards from the European Commission and the German Federal Ministry for the Environment for our commitment to environmental protection.
We will remain aware of our responsibility for our natural resources in the future. Our reputation as a pioneer and model company in our industry remains an obligation for us to constantly develop further. This is also one of the key foundations of our success.
[1] Regulation 2015/628/EU of 22 April 2015 amending Annex XVII to Regulation 1907/2006/EU concerning the Registration, Evaluation, Authorization and Restriction of Chemicals (REACH) as regards lead and its compounds
[2] Directive 2011/65/EU on the restriction of the use of certain hazardous substances in electrical and electronic equipment
[3] Directive 2000/53/EU on end-of-life vehicles
[4] Publication in the EU Official Journal in July 2016 (regulation applies in the EU from March 1, 2018)